First Aid Stretcher Accessories First Aid Stretcher Accessories,Robot Arm Cnc Milling,Medical Strecther Fitting Parts,Casting Strecther Fitting Parts Zhejiang Noken Mechanical Technology Co., LTD , https://www.nkcasting.com
• Centrifugal In-line Gas/Liquid Separators
• Two-Stage Design for Maximum Efficiency
• Flanged Connections
• Carbon Steel or Stainless Steel Construction
• Horizontal or Vertical Flow
FEATURES
• Removes 99% of Liquid and Solid Entrainment Particles Larger Than 4 Microns
• Easy Maintenance
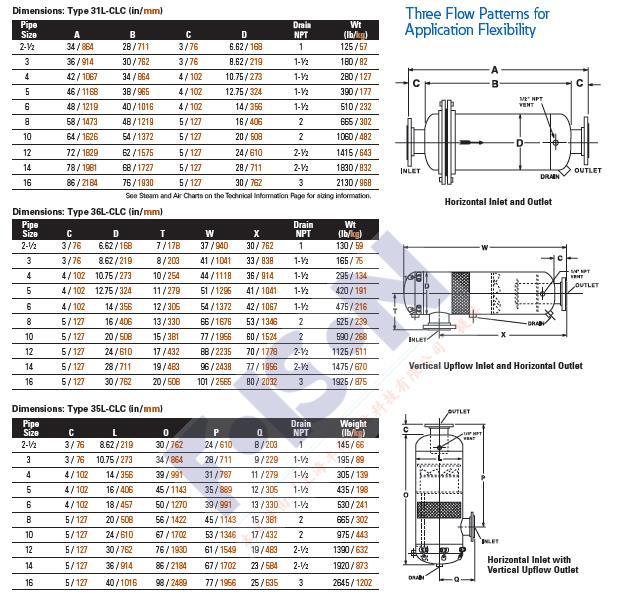
• Three Flow Configurations
• Gas, Steam, or Air Applications
• High Efficiency Over Wide Flow Range
OPTIONS
• ASME Code Stamp
High-Efficiency Separation
Down to 4 Microns. The unique two-stage design of these Series CLC Coalescers/Separators allows them to remove 99% of all liquid and solid particles larger than 4 microns in size. Standard one-stage separators are only capable of removing particles larger than 10 microns. Eaton’s Coalescer/Separator far exceeds the efficiency of any other type of centrifugal, cyclone, turbine, or vane separator. It operates without moving parts, ensuring long-lasting performance.
Applications
The Eaton Coalescer/Separator provides two-stage separation of liquid in the form of a fine mist or fog from gas or vapor. It is primarily used in processes involving cooling, condensation, flashing, or evaporation, such as:
• Compressed refrigeration gases
• Evaporator overhead steam
• Compressed air before desiccant dryer beds
• High-pressure gas at injection wells
• Fuel gas lines to engines in power plants
• Industrial plants
• Natural gas and gas distribution lines
• Regulator stations
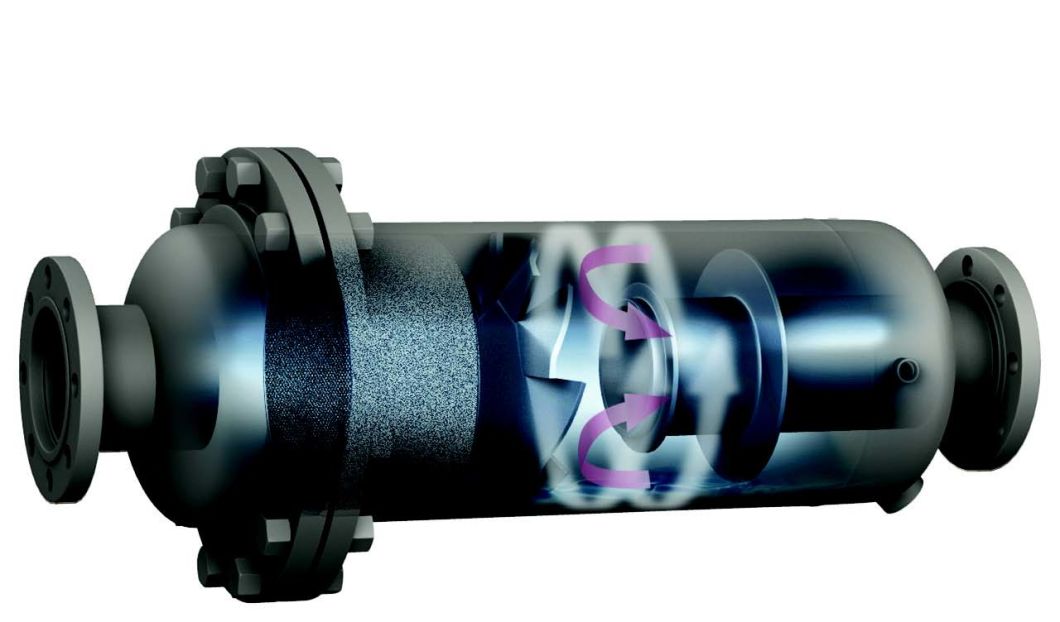
Two-Stage Separation
In the first stage, smaller liquid droplets enter a special wire mesh de-misting pad. This pad increases the size of the droplets so they can be removed. The larger droplets then move into the second stage, where they are centrifugally thrown to the outside wall of the vessel and flow to the bottom for draining. Eaton's Vortex Containment Plate (VCP) prevents re-entrainment after separation.
Easy Maintenance
Only maintenance required is inspecting, cleaning, or replacing the de-misting pad. This is easily done through a quick-opening body closure or flanges.
Engineering Specifications
All gas/liquid separators are made of carbon steel or stainless steel with a two-stage coalescer/separator design and flanged connections. They are stamped with an ASME Code.
------------------------------------------------------------------------------------------------------------------------------------------------------
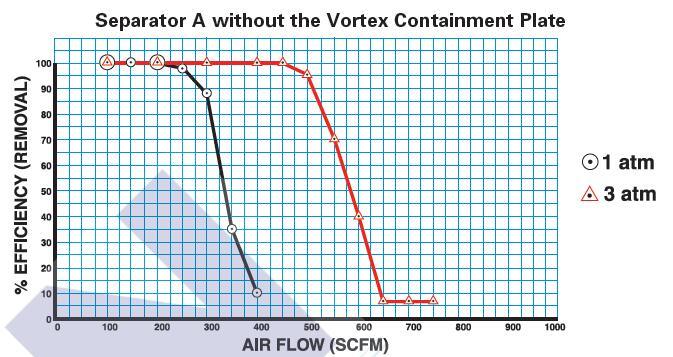
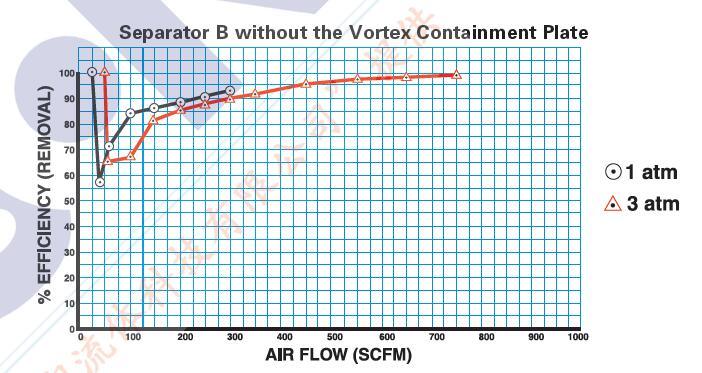
The Exclusive Eaton Vortex Containment Plate (VCP)
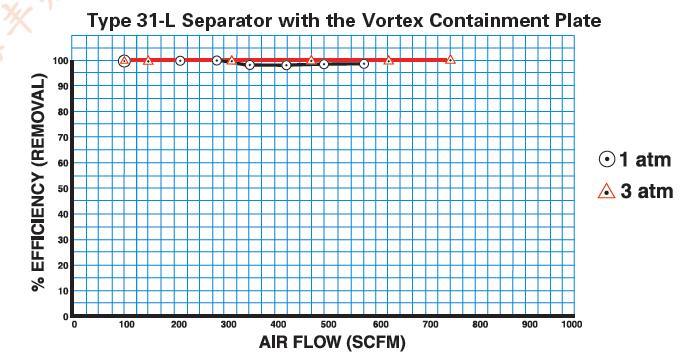
Previously, separators often operated below peak efficiency due to re-entrainment of separated liquid at normal or high flow rates. The Eaton VCP solves this issue. It uses carefully placed rings to shield the liquid from the vortex inside the separator, directing it to the drain. The turbulence of the swirling gas or air is sheltered, preventing re-entrainment. The VCP is robust and requires no maintenance. Charts on the right show its high efficiency, comparing performance at 1 and 3 atm with a water input rate of 150 pounds per hour. Two typical 3" separators without VCP are compared to a Type 31L Eaton Separator. The standard was removing all liquid and solid entrainment where particle sizes exceeded 10 microns.
Applications
Steam
Eaton Gas/Liquid Separators are often installed ahead of steam turbines to protect blades from wet steam, pipe scale, and other damaging entrained solids. They are also used in steam distribution lines to ensure clean, dry steam reaches heat exchangers, pressure reducing valves, temperature regulators, and other equipment.
A) Definition of Steam Quality:
The ratio of dry steam to entrained water. For example, if the quality is 95%, the mixture contains 5 parts water (usually a fine mist) and 95 parts steam. A pound of water and a pound of steam weigh the same. If the quality is 100%, it means 100% dry steam with no entrained moisture. Note that "at the boiler" is important, as even well-insulated piping can lose heat, leading to condensation.
B) Definition of Steam Purity:
A measure of contamination caused by volatiles like boiler chemicals and particulate matter. Steam purity can be subjective and may require both separators and filters. For instance, in hospitals, sterilizer operations may be affected by distance, insulation, and pipe scale, leading to "wet packs" and contamination.
C) Definition of Steam Trapping Application:
Discharge of condensate that has fallen by gravity. There are "mud legs" or "catch pots" in properly designed systems to collect and discharge this. Low points in the system may lead to high velocity steam picking up small droplets, which can cause water hammer. Water hammer is a warning sign indicating the need to address water in the system.
D) Definition of Steam Separator Application:
Anything other than dealing with water that has already fallen by gravity. Separators are typically installed on the inlet to equipment or upstream of control valves. Traps are at the discharge of mud legs or outlet of steam equipment.
E) Differences between Separators and Traps:
Separators allow steam to pass through and be conditioned by centrifugal separation. Traps are dead-end devices that trap steam, discharging air during start-up and condensate during operation. They must never allow live steam to escape.
F) Warm Up and Running Loads for Various Lengths of Well-Insulated Piping:
Tables show condensation rates based on steam pressure and insulation thickness. For example, 100 feet of 4" insulated pipe at 70°F ambient temperature results in about 39 lbs/hr of condensate at startup and 22 lbs/hr at operating temperature. Visualize the separator removing solids and dirt as it operates in centrifugal mode.
Compressed Air
Eaton Gas/Liquid Separators are installed after intercoolers and aftercoolers to remove entrained moisture that could damage subsequent stages of compression or processes. They are used in primary air lines leading to equipment like air chucks, nozzles, and spray systems. They are ideal for long runs and wide temperature differentials. They are highly efficient for moisture separation in refrigerated air dryer packages.
A) Statement on Compressed Air Quality:
Atmospheric air contains moisture and some particulate or aerosols. Air compressors may have lubricating oils that migrate into the distribution system, forming a dirty emulsion. Outdoor facilities like refineries and chemical plants may face issues with contaminated compressed air.
B) Refrigerated and Desiccant Air Dryer Systems:
Most manufacturers include separators in their systems. Failures or slugs of moisture may occur. Similar to steam systems, low points in the air line may require protection from entrained moisture. Automatic drain traps are needed at absorbers, refrigerant dryers, and separators. Balance lines help displace air when water flows in.
Compressed Gas
Eaton Gas/Liquid Separators are used with intercoolers and aftercoolers on gas compressors. They are effective in removing oil, tar, water, and other unwanted entrainment.
A) Separators on Natural Gas Wellheads:
Applications exist for separators in gas production. When gas is brought out of the ground, it may contain water, brine, dirt, and impurities. Settling tanks and basins are used to separate gas from liquids. Current applications prefer placing a separator at the wellhead to handle liquid impurities. Corrosion or freezing conditions may require stainless steel construction.
B) Separators on Gas Collection Systems:
Larger piping systems for gas collection also have separators. Working pressures may exceed 1000 psi, and low temperatures may require stainless steel construction.
C) Natural Gas Compressor Applications:
Gas compressor manufacturers report needing separators for similar reasons as compressed air. Solid contaminants like coal dust may also be a factor.
GEOTHERMAL APPLICATIONS
A) Geothermal Steam Collection System:
Geothermal wells are drilled to depths of 10,000 feet or more. The first stage separator above the well is sometimes called a "Rock Catcher." In early operation, the steam is very dirty and wet. Pressures are usually around 150 psi, and the steam is supersaturated. Catch pots and mud legs are important for collecting and discharging water. Traps must handle silt, and non-condensables like H2S cannot be pumped back.
B) Power Plant Turbine Steam Separator Applications:
Since the steam is wet, conventional separators are installed before it enters the plant. These are large, with diameters between 30" and 48". The separators stand 25 feet tall and 10 feet in diameter. Their function is to collect and remove minute droplets of water. On some geothermal systems, the steam may transition from saturated to superheated, carrying more heat than shown on steam tables.
C) Important Note on Superheated Geothermal Steam Application:
In this case, separators do not see entrained moisture since the steam cannot carry any. However, dirt and mineral particles may damage turbine blades. The solution is to atomize the steam with spray nozzles or a desuperheater to create droplets that can be collected and removed.
VAPOR COLLECTION AND DESTRUCTION APPLICATIONS
A) Flame Arrester and Detonation Arrester Protection:
Sellers of flame arresters often get questions about cleaning frequency. Flame arresters are series of small passageways, acting as strainers. Cleaning is difficult, and downtime is costly. Separators can be used in front of flame arresters as part of a two-stage filtration system. Some designs have eccentric features to prevent condensate from sitting in the housing. This offers opportunities for separators and automatic drains to manage contaminated vapor streams. In paper companies, fires from turpentine pools in vapor systems have been addressed using separators and automatic drains.
B) Solids Handling Capabilities:
Wright-Austin offers units for solids removal. Applications in vapor collection and VOC destruction systems may involve sparks or other solids. In coffee roasting, sparks from roasters can damage catalysts. A proposed solution is to use a spray mist to atomize fumes and remove droplets and sparks. This idea stems from challenges related to superheated steam applications.
LANDFILL AND WASTE GAS APPLICATIONS
A) Collection of Methane Gas to Power Generators:
Current applications for coalescer/separators protect blowers and internal combustion engine/generator sets.
B) Municipal Waste Water Treatment Digester Gas Collection Systems:
Based on previous applications, waste gas collection systems use automatic traps to discharge impurities. Separators should exist in this service. In this application, waste gas is burned in a waste heat recovery boiler to enhance sludge dewatering. Recent applications for municipal digester gas aftercooler separators included 3 ea, 4" #31-LSFR in carbon steel, which appears to be common to all digester waste gas collection systems.
EXHAUST HEAD APPLICATIONS
A) Environmental Issues with Open Vents:
Current applications use separators for oil mist elimination and cases where open vents to the atmosphere can carry hazardous compounds under pressure.
B) Condensate Receivers:
Issues with open vent lines from condensate receivers require exhaust heads. One customer did not want expensive boiler chemicals to escape as droplets in flash steam. Engineers suggest that 10–13% of flash steam is made up of minute droplets, which can carry expensive water treatment and boiler compounds. Environmental factors and cosmetic staining of roofs may justify the use of an exhaust head unit.
FOOD PROCESSING APPLICATIONS
A) Removal of Chili Dust and Oil Particles from Operators' Environment:
In coating process tumblers, spicy condiments and oils affect operators’ breathing and eyes. Even with end caps, there are air gaps allowing irritating compounds to leak into the surrounding air. The solution involves a constant low-velocity air sweep through the tumbler to a separator to remove dust and oil particles. The separator is fitted with warm water mist to prevent caking. The discharge is directed to a floor drain leading to the plant wastewater disposal facility.
Model NO.: type CLC
Distillation Equipment Type: Steam Distillation Equipment
Extraction Tower Type: Vibration Plate Tower
Pressure: High Pressure
Condition: New
Metal: Carbon Steel, Stainless Steel, Cast Iron
Connection: Threaded, Flanged, Weld
Certificate: ASME Um, U Code
Unit: Set
Trademark: eaton
Transport Package: Wooden
Specification: 1~5 inch
Origin: China
HS Code: 8421299090
Made by **Weight Austin, from 1894**First Aid Stretcher Accessories are essential components that enhance the functionality, safety, and comfort of stretchers during emergency transport and medical care. Here are key categories:
Securing Devices: Includes straps (adjustable, quick-release) and buckles to stabilize patients, preventing movement during transit. Some feature padded edges to avoid discomfort.
Lifting Aids: Handles (ergonomic, non-slip) for easy carrying by multiple rescuers, and lifting hooks compatible with ambulance lifts or hoists, reducing physical strain.
Comfort Add-ons: Foam or inflatable mattresses to cushion patients, especially those with injuries, and waterproof covers to protect against moisture or contamination.
Medical Attachments: IV pole holders, oxygen tank brackets, and equipment pouches (for bandages, scissors) to keep essential supplies within reach during transport.
Mobility Enhancers: Wheels (lockable, shock-absorbing) for smooth movement over rough terrain, and foldable leg supports to adjust the stretcher’s height or angle as needed.
These accessories optimize stretcher performance, ensuring efficient and safe patient handling in emergencies.